Introduction
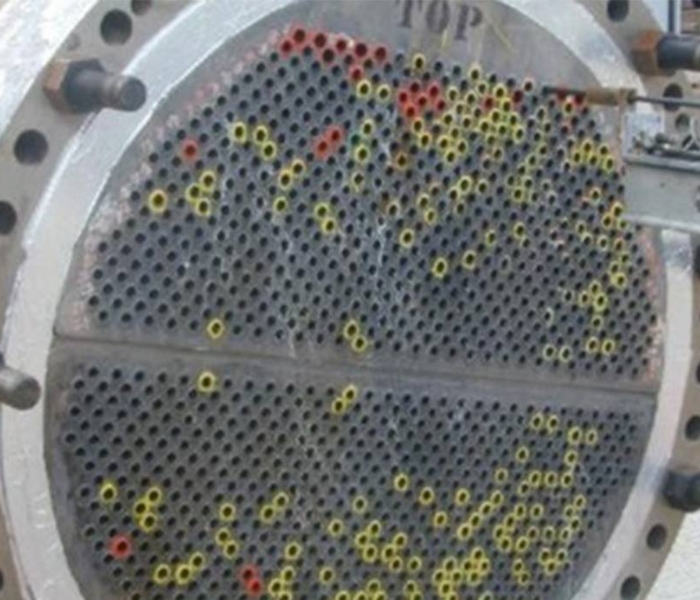
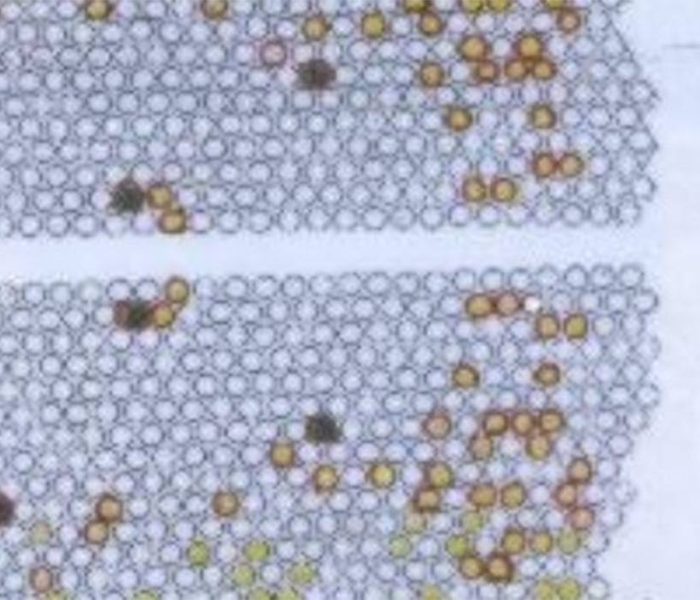
An Arabian gas liquefaction company shipped a titanium U-tube (hairpin) heat exchanger to TubeTech’s UK head office so that TubeTech™ could remove calcium carbonate and tenacious silicate deposits from within the fragile tubes thus increasing the heat exchangers efficiency.