Heat Transfer Efficiency Solutions
Providing robotic fouling removal services to improve asset performance, productivity, and reduce emissions.
Our Services Contact Us

Our mission is to help our clients solve the many challenges presented by fouled process equipment. For over 30 years, TubeTech™ has invested extensively in research and development to deliver engineered solutions that will restore assets to design efficiency, regardless of the location or severity of fouling.
Here to help you significantly reduce downtime, lower emissions, increase throughput and improve safety, make TubeTech™ your first call for heat transfer asset maintenance.
Restore heat transfer efficiency, reduce CO2 and NOx emissions, and achieve OEM performance fired heater furnaces with TubeTech’s robotic fouling removal technology.
Find out more about the wide range of heat transfer efficiency solutions available only from TubeTech™. As your maintenance partner, we are here to help, so please contact us if you would like to speak to one of our sector specialists.

Texas Tower (VCFE) Fouling Removal

Fin Fan Fouling Removal

Condenser Heat Transfer Efficiency Solutions

Fouling Removal for IRIS Inspection
With offices in the USA, Middle East, Europe, Africa, and APAC, our expert teams are available to deliver local support and rapid mobilisation anywhere in the world. Additionally, TubeTech™ is proud to work in partnership with some of the world’s leading organisations to deliver a seamless end-to-end solution for our clients.

A Canadian site was concerned over their CCR platformers’ VCFE tube integrity as traditional contractors that used water jetting / chemicals could not achieve IRIS (ultrasonic) inspection standards.
View Case Study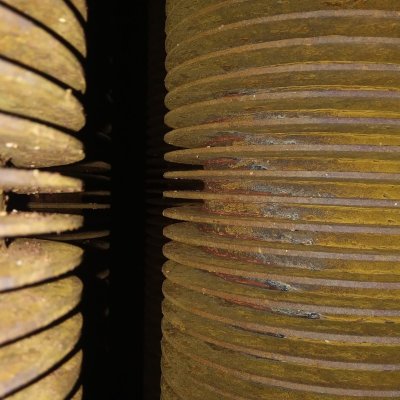
A leading petrochemical plant in the U.S. experienced heavy fouling of three convection sections in three heaters.
View Case Study
High pressure air lancing had proven to be ineffective at removing hard deposits residing in between studded and bare convection tubes within a fired heater.
View Case Study
A large European refinery contacted TubeTech™ looking for an innovative cleaning method for the fouled convection banks of three furnaces. The furnaces were so badly fouled that attempts to chemically clean and water jet from two existing side doors had failed.
View Case Study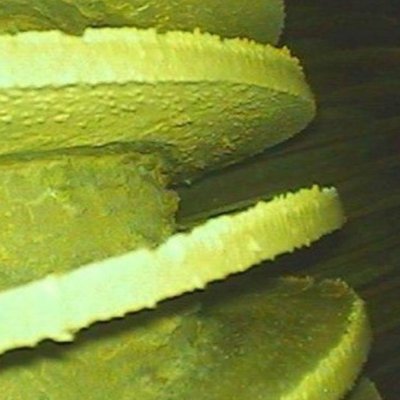
Furnace cleaning of a heavily fouled convection section using remote technology.
View Case Study
TTIL was tasked with the cleaning of a Furnace F-4110, which had been under performing due to fouling, at the company’s facility on Bonny Island at the southern edge of Rivers State in Nigeria’s Niger Delta.
View Case Study
Rapid Mobilisation with Multiple system succeeds where previous contractors failed.
View Case Study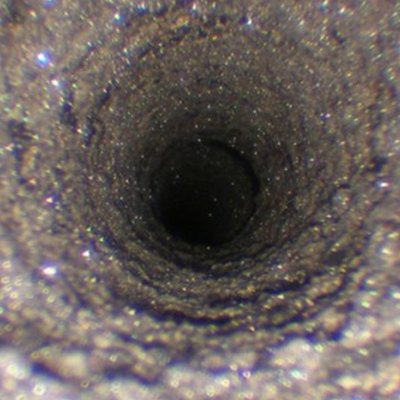
Flow through two vertical combined feed exchangers (VCFEs/Texas Towers) at a middle eastern refinery of one of the world’s largest Arabian oil companies had become severely restricted.
View Case Study
Blocked serpentine furnace coils cleared in one day.
View Case Study
Australia refinery using latest robotic technology avoids costly replacement.
View Case StudyTubeTech™ is here to provide advice, information, and bespoke solutions to your specific requirements.

90%+
Fouling removed as standard

60+
Jobs in more than 60 countries

2000+
Heat exchangers transfer
efficiency maximised

30+
Years of experience